Advancing Scientific Innovation
Advancing Scientific Innovation
Client:
Oxford Instruments
Project:
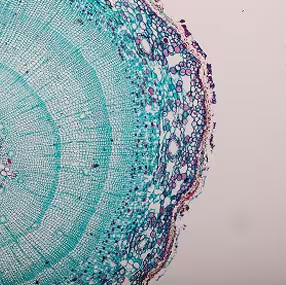
Apollo X-Ray Detection System
Goal:
Create a next-generation electronics platform to control advanced electron detectors and X-ray analysis systems while significantly improving data processing capabilities.

Results

Represents a 95% reduction in experiment duration
More efficient use of researcher time and laboratory resources

Supports real-time data visualisation and interpretation

Enables seamless integration with existing laboratory systems

Massively enhanced processing power

Challenge
Oxford Instruments needed to modernise their electron microscopy and X-ray analysis systems, moving from 16-bit microcontrollers and FireWire to a more powerful and flexible architecture. The solution needed to handle dramatically increased data rates while maintaining precision and reliability.

Our Solution
We co-developed with Oxford Instruments a sophisticated electronics control system that:
Manages multiple X-ray detectors simultaneously
Processes over 1 million X-rays per second per channel
Controls four detectors from a single unit
Reduces scanning time from 11 hours to 30 minutes
Enables high-speed data acquisition
Features modular system architecture
Provides seamless integration with existing systems
Supports future expandability and updates

User Benefits
Dramatically reduced experiment times (11 hours to 30 minutes)
Higher-resolution X-ray mapping
More detailed sample analysis
Improved research productivity
Real-time data visualisation
Enhanced experimental accuracy
Multiple detector support
Streamlined workflow
Technical Solution
Rufilla’s innovative design approach included:
Custom Linux platform implementation
Advanced driver development for detector control
High-speed data acquisition system
Multi-channel processing architecture
Custom board support package
Real-time data analysis capabilities
Sophisticated signal processing
Integrated testing framework
Automated calibration systems
Scalable system architecture
What does this mean for you?
While these solutions were developed for smart energy applications, the underlying technologies and approaches can be adapted to solve similar challenges across various industries. Here's how this technology could transform your sector:

Manufacturing
Real-time production line energy monitoring
Machine efficiency tracking
Cost optimisation analysis
Predictive maintenance alerts
Resource usage visualisation

Healthcare
Patient monitoring systems
Medicine storage temperature tracking
Equipment usage optimisation
Resource consumption analysis
Compliance monitoring solutions

Retail
Store energy consumption tracking
Cold storage monitoring
Peak hours usage optimisation
Multi-location energy management
Cost center analysis
Featured Projects
Innovation in Action


Saturn Platform
Symmetry Camera System

Octo Secure (DESNZ Project)

Home Mini
Want to be part of the next chapter in smart product innovation?